Fiber Laser Engraver Options Make for Versatile Marking Systems
Fiber laser engravers are versatile, flexible marking systems. With options like light curtains,...
Jimani recently introduced a new X/Y tooling plate for laser engravers in partnership with Sherline. We want to share some additional information about some accessories that help make this X/Y table extremely useful for laser engraving.
The Sherline ¼” Hold Down Set was designed to be used with our Laser Engraving Tooling Plate (P/N 35610LAZ) and our ROTARY TABLE “3D SCANNING PLATE” (P/N’s 37258, 372510, & 372512). Both of these accessories have ¼-20 threaded holes for clamping and locating parts.
When laser engraving or scanning parts, there is no force being exerted on the part. In the laser engraving application, the clamping system is there to ensure that the fixture being used to engrave the parts does not move. In the laser scanning application, the clamp is being used to hold the part stationary while it is being scanned and/or rotated.
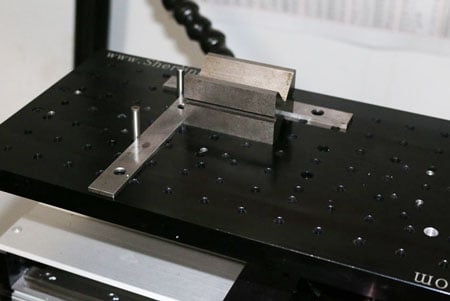
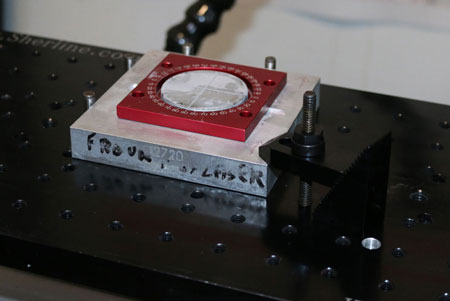
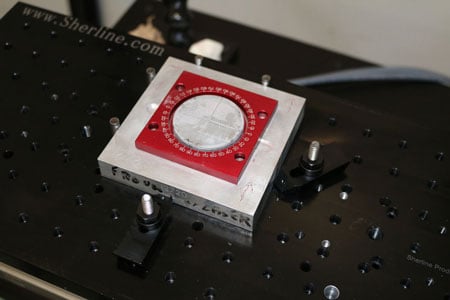
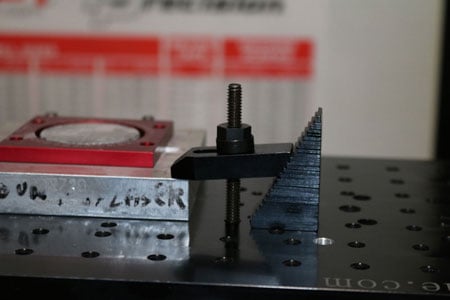
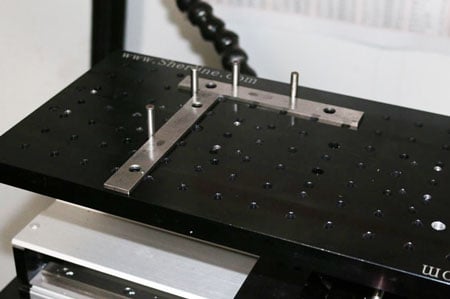
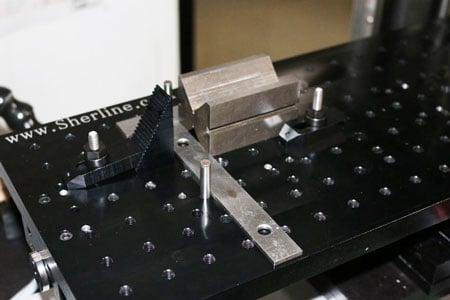
When using the clamps for laser engraving, you can either clamp the fixture directly to the tooling plate as shown in photo#3, or you can use the clamps to wedge the fixture against the locating pins as shown in picture #4.
Photos #1 thru #4 show a typical fixture layout with both clamping options.

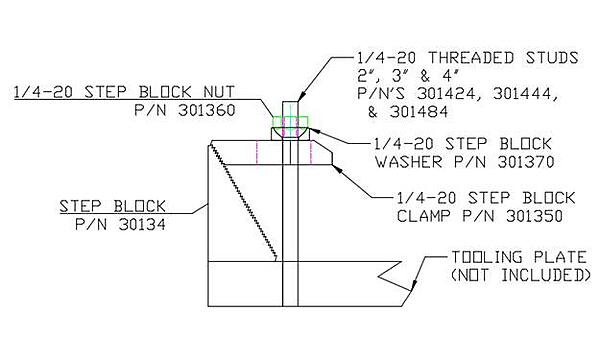
When you are clamping a part or fixture, you always want the tip of the step block clamp which is on the fixture, to be lower than the back of the clamp which is on the step block. This will ensure that the clamping pressure is being exerted on the fixture and not on the step block. See Photo #5 and Diagram #1.
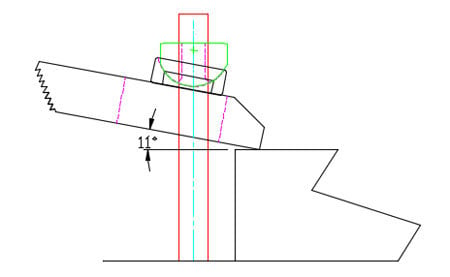
The nut and washer that comes with the hold down set (p/n’s 301360 and 301370) have matching concave and convex radius. This design is made so the washer can pivot with the step block clamp angle to keep the full surface of the washer in contact with the clamp. The clamp can be tilted up to an angle of 11 degrees. See Diagram #1 above.
Here are some other methods for using a combination of the ¼” clamps and the locating pins to locate fixtures on the tooling plate.
If your fixture is too short to locate it squarely against the locating pins, you can use parallel bars to establish a square surface for your fixture. See photos #6 thru #9 below.

|
P/N |
Description |
Price |
|
3014 |
1/4" Hold-Down Block Set (2 of each part listed below) |
$51.98 |
|
30134 |
(2) Step Block |
$7.02 |
|
301350 |
(2) 1/4" Step Block Clamp |
$15.00 |
|
301360 |
(2) 1/4" Step Block Hold Down Nut |
$14.64 |
|
301370 |
(2) 1/4" Step Block Hold Down Nut Washer |
$7.56 |
|
301424 |
(2) 1/4-20 x 2" Hold Down Stud |
$2.08 |
|
301444 |
(2) 1/4-20 x 3" Hold Down Stud |
$2.41 |
|
301464 |
(2) 1/4-20 x 4" Hold Down Stud |
$3.27 |

